|
Полуавтоматическая сварка проволокой Ergus MIG/MAG
для сталей и алюминиевых сплавов

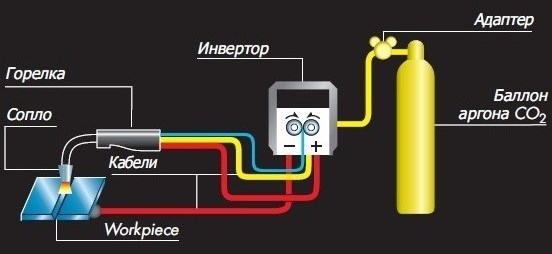
Полуавтоматическая инверторная сварка Ergus MIG состоит из DC источника
питания, механизма подачи проволоки (иногда встроенного),
сварочной горелки, барабана с проволокой, газового манометра
и баллона с газом (Аrgon/CO2 - 80/20%).
Проволока выступает
как присадочный метал, что подается механизмом подачи через
шланг горелки. Источник питания генерирует ток для дуги, что
подается на горелку, присоединенную к положительному
полюсу установки. Рабочая поверхность присоединена клеммой
к негативному полюсу инвертора.
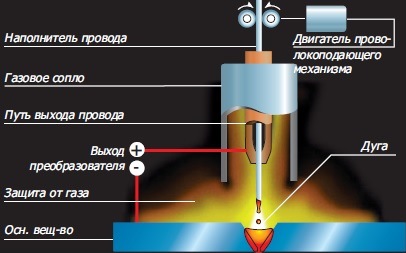
Поджиг дуги замыкает
контур. Защитный газ, что проходит через горелку из баллона,
защищает сварочную дугу и материал, что сваривается от
окисления.
MIG сварка работает в полуавтоматическом
режиме. То есть подача проволоки идет автоматически, пока
включена горелка.
Особенности полуавтоматической сварки Ergus MIG:
- Большая продуктивность достигается благодаря
использованию механизма подачи проволоки, которая все-таки
намного длиннее, чем электрод.
- Отсутствие шлака благодаря использованию защитного газа.
- Любая толщина рабочей поверхности, начиная с 0,5 мм,
благодаря использованию низкой температуры сваривания.
Существует 2 типа сварочной проволоки: Без использования газа / с использованием газа.
Первый тип проволоки имеет специальное покрытие, которое
комбинирует сварочную проволоку со свойствами NO GAS.
При этой процедуре сваривания, возникает защитный шлак,
который потом необходимо удалить.
При использовании
проволоки второго типа используется защитный газ
Argon/CO2 как защиту сварочного шва. При этом возникает
незначительное количество шлака.
При использовании
порошковой проволоки горелка должна быть подсоединена к
негативному полюсу инвертора, переключатель которого
находится возле кассеты для подачи проволоки.
Свариваемая
поверхность должна быть присоединена к позитивному
полюсу инвертора.
Характеристика
- Более высокая частота осаждения провода приносит
ощутимую экономическую выгоду
- Влажность не наносит вреда при хранении
- Легко используется на механизированной сварке
- Экономичность сварки
- Хорошая проникающая способность
- Высокая прочность сварного шва
- Возможность сварки окрашенной поверхности
- При неиспользовании газа облегчается логистика
Модельный ряд полуавтоматической сварки проволокой Ergus MIG:
| Модель | Диапазон MIG, A | Мощность MMA, кВт | Мощность TIG DC, кВт | Мощность MIG, кВт | Напряжение, В | Тип поджига | Электронный дроссель | Проволока, мм | Вес, кг |
| KOMPAKT 160 HF DCi | 20 - 160 | 3,7 | 2,3 | 3,0 | 230 | HF | Нет | 0,6-1,2 | 21,3 |
| MET 170 DCi | 15 - 170 | 3,9 | 2,5 | 3,2 | 230 | LIFT ARC | Есть | 0,6-1,2 | 17,25 |
| MET 200 DCi | 15 - 200 | 4,1 | 2,7 | 3,3 | 230 | LIFT ARC | Есть | 0,8-1,2 | 18,0 |
| MET 220 CDi MULTIPULSE | 15 - 200 | 3,3 | 2,4 | 3,1 | 90 - 270 | LIFT ARC | Есть | 0,8-1,2 | 22,0 |
| MET 270 DCi | 15 - 270 | 6,8 | 4,8 | 5,4 | 3x400 | LIFT ARC | Есть | 0,8-1,2 | 26,5 |
| MET 350 DCi | 15 - 350 | 8,3 | 6,6 | 7,3 | 3x400 | LIFT ARC | Есть | 0,8-1,2 | 26,5 |
Принцип работы Ergus MIG:
Аксессуары:
Аксессуары Ergus MIG/MAG в pdf 
|